- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Una delle condizioni di stampaggio per estrusione di PC: analisi dei materiali
Il rapporto principale tra i materiali PC/ABS sul mercato è che il PC rappresenta dal 60% al 70% e l'ABS dal 30% al 40%. Le diverse proporzioni servono principalmente a migliorare la fluidità del fuso, la formabilità, l'elettroplaccabilità e l'aspetto del PC e a migliorare la resistenza al calore, la resistenza agli urti e la rigidità dei prodotti ABS. Ma in termini di obiettivo di modifica generale, gli aspetti più importanti sono ottenere una buona formabilità, un aspetto gradevole e ridurre il costo del PC. Il PC/ABS, come il PVC-U, è un materiale polimerico amorfo e la sua forma cambia con la temperatura, come mostrato nella Figura 1, dove Tg rappresenta la temperatura di transizione vetrosa, Tf rappresenta la temperatura di transizione del fluido viscoso e i pedici 1 e 2 rappresentano Materiali PVC-U e PC/ABS. Dalla Figura 1 si può vedere che la forma complessiva dei due è simile con la temperatura, ma il materiale PC/ABS ha una temperatura di transizione vetrosa e una temperatura di transizione del flusso viscoso relativamente elevate.
Secondo il confronto dei parametri prestazionali dei due materiali, la densità e il coefficiente di espansione dei due materiali sono equivalenti e il tasso di ritiro non è molto diverso. Fatta eccezione per la grande differenza nella temperatura di trasformazione della forma, c'è solo una certa differenza nell'indice di fluidità. Ciò dimostra che la struttura di stampaggio per estrusione del materiale PC/ABS può essere stabilita sulla base della struttura di stampaggio per estrusione di PVC-U, ma a causa della differenza di alcuni parametri prestazionali, la struttura di stampaggio per estrusione non può essere completamente la stessa, altrimenti ci sarà a Problemi di stampaggio in serie. Ad esempio, l'indice di fluidità del PC/ABS è molto più elevato di quello del materiale PVC-U, indicando che il suo stato di flusso è migliore allo stato fuso, quindi la distanza tra la testa di estrusione e la matrice di formatura non dovrebbe essere eccessiva grande, altrimenti la preforma entrerà nella forma dalla testa della filiera. Durante il processo di stampaggio, può facilmente verificarsi un blocco dello stampo a causa dell'eccessiva deformazione da flessione.
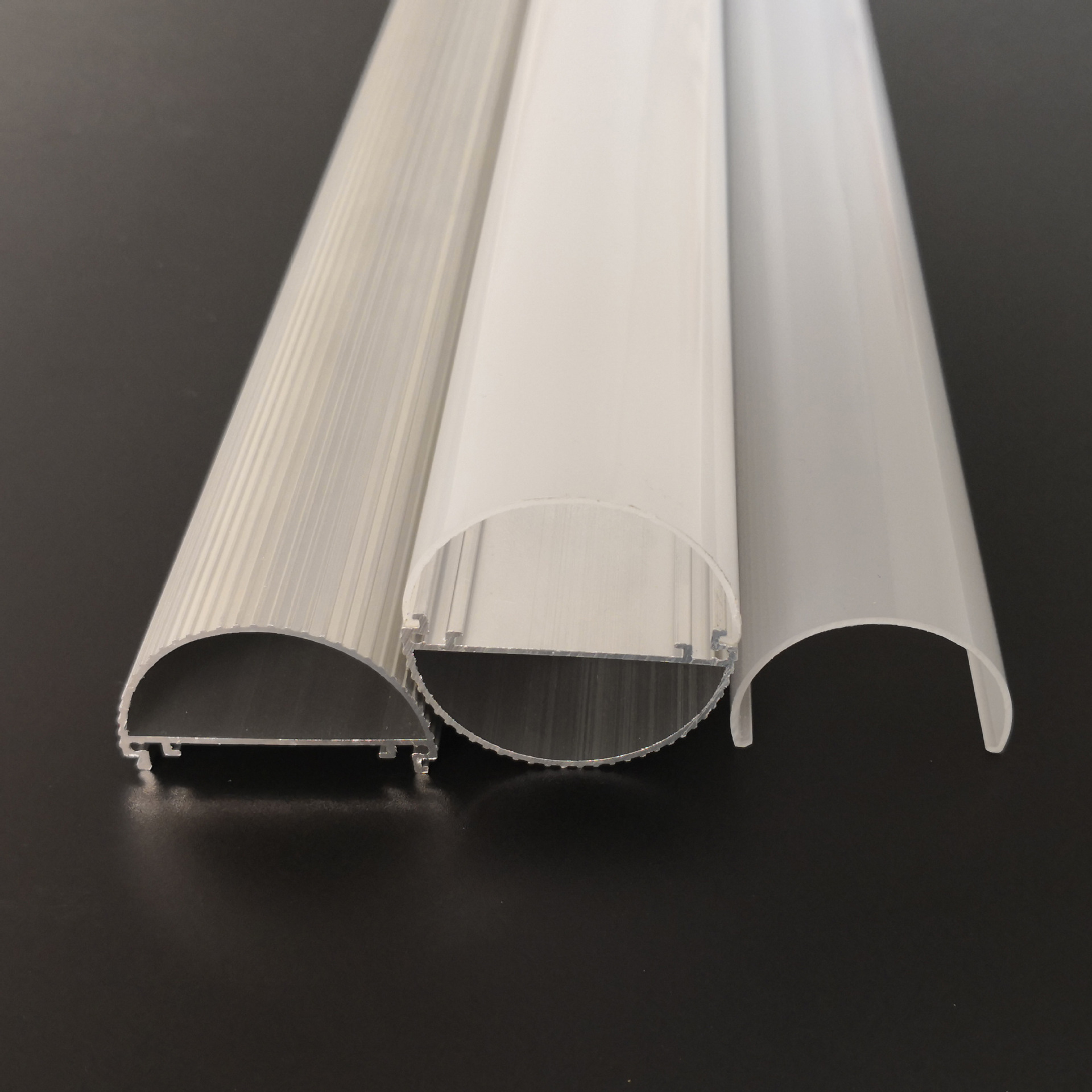
JE è una fabbrica specializzata nella produzione di estrusione di plastica. Per maggiori dettagli fare riferimento a:
Oppure contatta:sales@jeledprofile.com
Tel/Whatsapp/Wechat: 0086 13427851163